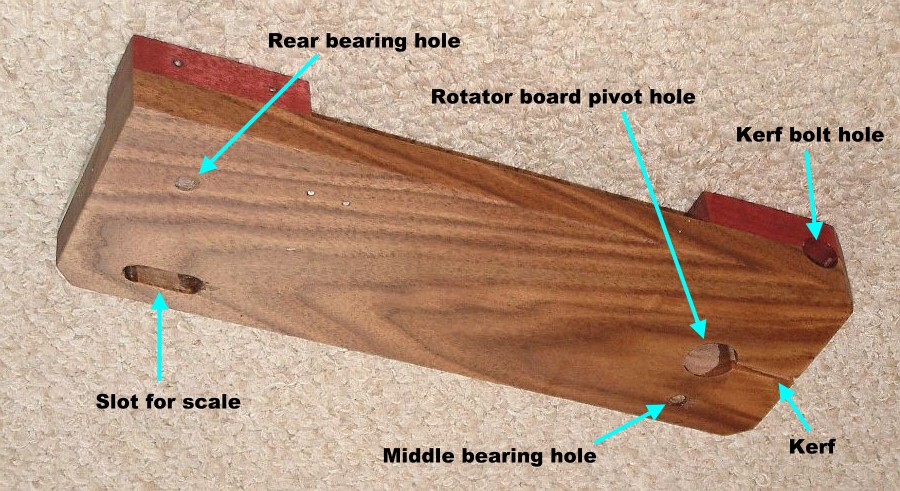
Cut the notch out of the back piece at the rear of the
rotator board. The precision of this cut is not critical; it
only acts as a recess for the stabilizer bearing to ride along the back
of the rotator board. It is probably easiest to make this cut
with a table saw, cutting alternately from each direction.
Cut the notch out of the back piece at the rear of the
rotator board. The precision of this cut is not critical; it
only acts as a recess for the stabilizer bearing to ride along the back
of the rotator board. It is probably easiest to make this cut
with a table saw, cutting alternately from each direction.With the three pieces cut, glue and clamp them together with wood glue and set them aside to dry. Periodically check them and wipe off excess glue.